
Werkzeugformen für die Herstellung von Karosserieblechen müssen nach ihrer maschinellen Herstellung durch manuelles Schleifen nachbearbeitet werden. Da diese Arbeit kostenintensiv ist und wertvolles Fachpersonal bindet, soll ein Verfahren entwickelt werden, das einen signifikanten Anteil der Bearbeitungsfläche automatisiert schleifen kann.
Die Herstellung von Tiefziehwerkzeugen (Formen zur Herstellung von Karosserieblechen) erfordert neben der Einhaltung enger Maß-, Form- und Lagetoleranzen zumeist auch die Erreichung höchster Arbeitsgenauigkeiten hinsichtlich Welligkeiten und Rauigkeiten von Funktionsoberflächen. Zuletzt genannte Merkmale (Wellig- und Rauigkeiten) erfordern häufig ein manuelles „Finishing“, d. h. die händische Werkstückbearbeitung mithilfe einfacher Schleif- und Polierwerkzeuge, die sich an die maschinelle Zerspanung anschließt.

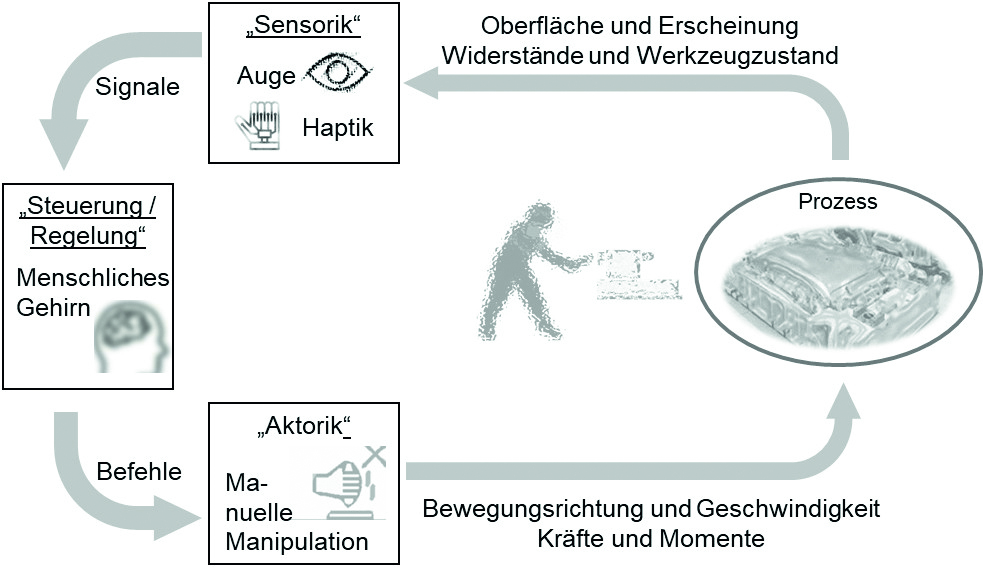
rechts: Systemzusammenhänge des manuellen Schleifens einer Werkzeugform (Quelle: Hochschule für angewandte Wissenschaften München, Fakultät für Wirtschaftsingenieurwesen (FK09))
Ziel dieses Forschungsvorhabens ist es, die erforderlichen manuellen Schleif- und Polieraufwände zur Erzeugung höchster Oberflächengüten durch eine automatisierte Lösung zu ersetzen. Hierbei besteht die besondere Herausforderung darin, die komplexen Fähigkeiten des Menschen zu imitieren: die Erfassung optischer und haptischer Informationen sowie die motorische Reaktion, d. h. die Ausübung von Bewegungs- und Kraftimpulsen auf Grundlage eines implizit im Gehirn antrainierten Modells.
Zur Lösung der Aufgabe soll eine roboterbasierte Schleifanlage entwickelt werden. Eine Steuerung soll auf Grundlage von Computer Vision und der Erfassung der mechanischen Prozessgrößen fortlaufend die Bearbeitungsparameter „Richtung“, „Geschwindigkeit“ und „Anpresskraft“ des Schleifsteines berechnen und an das Robotersystem ausgeben. Als besonderes aktorisches Element wird ein spezieller, neuartiger Endeffektor eingesetzt, mit dem das Schleifwerkzeug exakt und kippfrei zur Werkstückoberfläche geführt werden kann. Eine Validierung der Automatisierung erfolgt unter Betriebsbedingungen im Werkzeugbau.